
精密射出成形において、製品の品質を大きく揺るがす「クラック(割れ)」。外観を損ねるだけでなく、製品の強度や信頼性を著しく低下させるため、成形現場では早急な解決が求められる不良です。本記事では、精密射出成形におけるクラックの発生メカニズムを徹底解剖し、材料・金型・成形条件の3つのアプローチから根本的な対策を分かりやすく解説します。
精密射出成形におけるクラック(割れ)とは?
精密射出成形におけるクラックとは、成形品の表面や内部にひび割れが生じる現象です。

通常の射出成形に比べ、ミクロン単位の精度が求められる精密射出成形では、わずかな歪みや応力の集中が致命的な欠陥へとつながります。クラックは製品の出荷直後に顕在化することもあれば、ユーザーが使用している最中に突然発生することもあるため、極めて深刻な不良問題と言えます。
クラックと「クレージング」の違い
クラックと混同されやすい現象に「クレージング」があります。これらは発生の段階や状態が異なります。
- クレージング(ひずみ模様): 樹脂の分子鎖が引き伸ばされ、微細な空隙(ボイド)が並んで白い筋のように見える現象です。まだ完全に割れてはいない「ひび割れの前兆」と言えます。
- クラック(割れ): クレージングがさらに進行し、樹脂の結合が完全に断裂して隙間ができた状態です。
クラックが発生する3つの根本メカニズム
クラックが物理的に発生する主なメカニズムは、成形品内部に残る「残留応力」と、外部からの刺激です。大きく分けて以下の3つの原因が挙げられます。
1. 離型時の物理的応力(エジェクタピンの突き出し)
金型から成形品を取り出す(離型)際、製品が金型に密着しすぎていると、エジェクタピン(突き出しピン)が当たる部分に過度な力が加わります。
製品の冷却が不十分で柔らかい状態であったり、逆に固くなりすぎて柔軟性がない状態であったりすると、ピンの突き出し圧力に耐えきれず、その部分を起点にクラックが発生します。
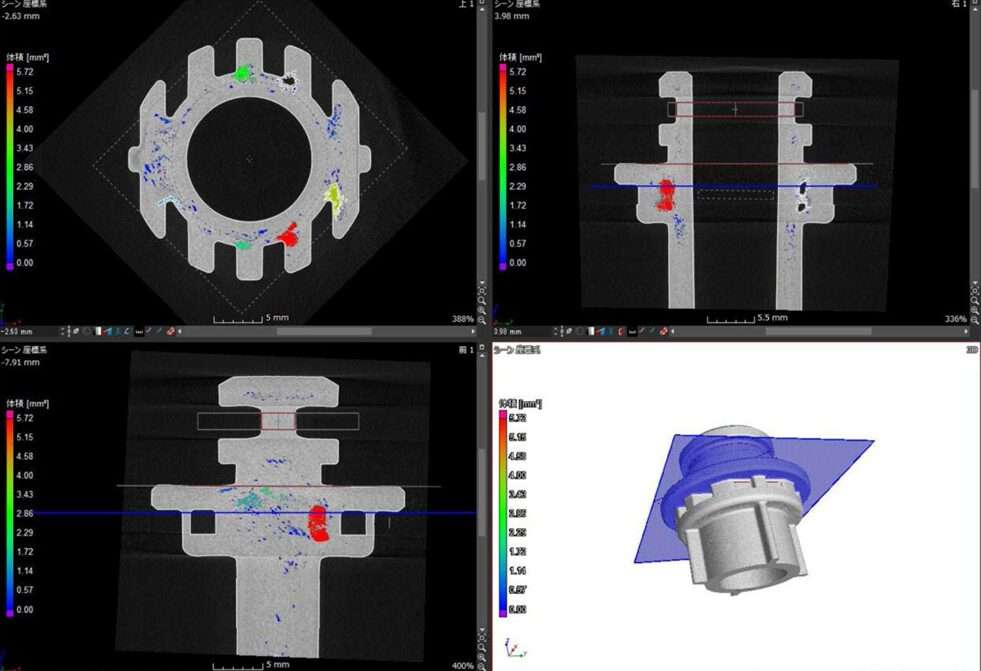
2. 成形中に生じる「残留応力(内部ひずみ)」
射出成形では、溶融した樹脂を高い圧力で金型内に充填し、急冷して固化させます。この際、製品の肉厚が不均一であったり、ゲート付近の圧力が極端に高くなったりすると、樹脂の収縮差によって製品内部に「引っ張り応力・圧縮応力」が閉じ込められます。
この残留応力が樹脂自体の強度を上回ったとき、または経時変化によって解放されるときに、製品が自発的に割れてしまいます。
3. 外的要因(耐薬品性・環境応力割れ)
成形品に残留応力が残っている状態で、特定の化学薬品(切削油、洗浄剤、グリスなど)や溶剤が外から付着すると、樹脂の分子結合が急速に弱まります。
これを「環境応力割れ(ケミカルクラック)」と呼びます。単独の応力や単独の薬品接触では割れない場合でも、「残留応力 + 薬品の付着」という2つの条件が揃うことで、驚くほど簡単にクラックが発生します。
クラックを防ぐための根本的な対策一覧
クラックを根本的に解決するためには、「成形条件」「金型設計」「材料選定」の3つの視点からアプローチすることが不可欠です。具体的な対策を以下の表にまとめました。
| アプローチ分類 | 具体的なクラック対策内容 |
| 成形条件の調整 | 射出圧力を下げる、保圧を最適化する、金型温度を上げて徐冷する |
| 金型設計の最適化 | 離型テーパ(抜き勾配)を大きくする、R(アール)をつけて応力集中を避ける |
| 材料選定・管理 | 樹脂の予備乾燥を徹底する、分子量の高い(粘度が高い)グレードへの変更 |
成形条件における対策
最も迅速に試せるのが成形条件の変更です。まずは製品内部の圧力を下げることを意識します。
- 射出圧力と保圧の低減: ゲート付近の過充填を防ぎ、残留応力を低減します。
- 金型温度の引き上げ: 樹脂をゆっくりと冷却(徐冷)させることで、急激な収縮によるひずみを緩和します。
- 冷却時間の延長: 離型時の強度を十分に確保してから突き出しを行います。
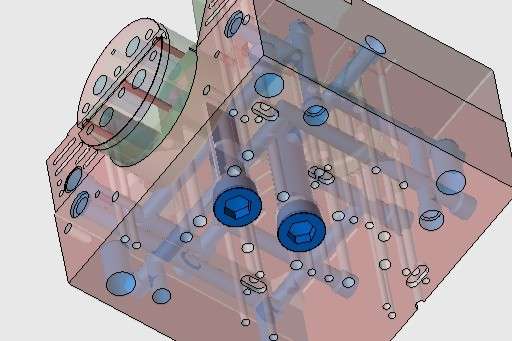
金型設計における対策
根本的な製品構造や金型の見直しも、長期的な不良率低下には欠かせません。
- 抜き勾配(離型テーパ)の適正化: 離型時の抵抗を減らし、エジェクタピンによる突き出し力を抑えます。
- コーナー部へのR(アール)付加: シャープエッジ(鋭角な角)は応力が集中しやすいため、丸みを持たせて応力を分散させます。
- ゲート位置とサイズの最適化: 樹脂の流動をスムーズにし、局所的な圧力上昇を防ぎます。
材料(樹脂)選定と管理における対策
材料そのものの特性や管理状態がクラックを引き起こしているケースも多々あります。
- 予備乾燥の徹底: 樹脂が水分を含んだまま成形(加水分解)されると、分子量が低下して脆くなり、クラックが出やすくなります。規定の温度と時間で確実に乾燥させてください。
- 高分子量グレードへの変更: 一般的に、分子量が高い(メルトフローレート:MFRが低い)樹脂ほど、分子同士の絡み合いが強くクラックに対してタフになります。
クラックの発生メカニズムを理解して最適なアプローチを
精密射出成形におけるクラックは、製品の品質を脅かす重大な欠陥です。
その多くは、製品内部に潜む「残留応力」に、離型時のショックや薬品といった外部要因が加わることで引き起こされます。発生したクラックの場所やタイミングを注意深く観察し、成形条件の微調整で解決するのか、あるいは金型や材料の根本的な見直しが必要なのかを見極めることが、不良抑制に向けた重要事項と言えます。