PBT(ポリブチレンテレフタレート)は、分子構造が結晶性であるポリエステル系のエンジニアリングプラスチックです。最大の特徴は、機械的強度・電気的特性のバランスに優れている点です。
具体的な特徴は以下の通りです。
①優れた機械的強度
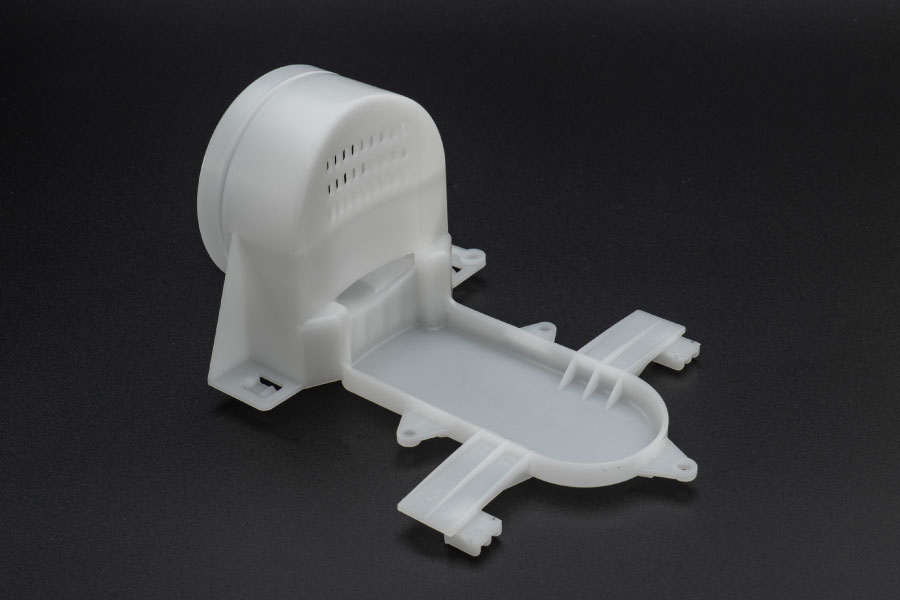
PBTは、ガラス繊維(GF)を配合して強化することで、強度や剛性を飛躍的に向上させることができます。このGF強化PBTは、従来は金属で製造されていた自動車のドアミラーのステー(支柱)など、高い剛性が要求される構造部品にも採用されています。
②高い電気的特性
高い電気絶縁性を持ち、湿度の高い環境でもその性能が低下しにくいという特長があります。この信頼性から、発火やショートのリスクを避けなければならない高電圧部品の絶縁カバーとして、その性能を発揮します。
③加水分解に注意
PBTは、熱水やスチームに長時間晒されると、加水分解という化学反応を起こして物性が著しく低下する性質があります。そのため、高温多湿の環境で連続使用する部品への適用には注意が必要です。
④変形に注意
結晶性樹脂であるため固化が早いという特性があります。成形サイクルが早くなる反面、適切な冷却を行えないと、変形が発生しやすくなります。特にガラス繊維(GF)を配合している場合はこの傾向が強くなります。







.jpg)